
What is the difference between Pressure die-casting and permanent mold?
December 12, 2025
In the manufacturing world, particularly for producing metal parts with repeatable precision, permanent mold casting and die casting are two highly utilized techniques. While both methods employ durable, reusable molds (dies), they are fundamentally distinguished by the mechanism used to introduce the molten metal into the mold cavity.
Permanent mold casting relies on gravity (or tilting) to fill the mold, whereas die casting uses substantial pressure for injection. Understanding this core difference, alongside variations in economic considerations, materials, and resulting quality, is essential for selecting the appropriate process for a specific application.
Permanent Mold Casting (Gravity Die Casting)
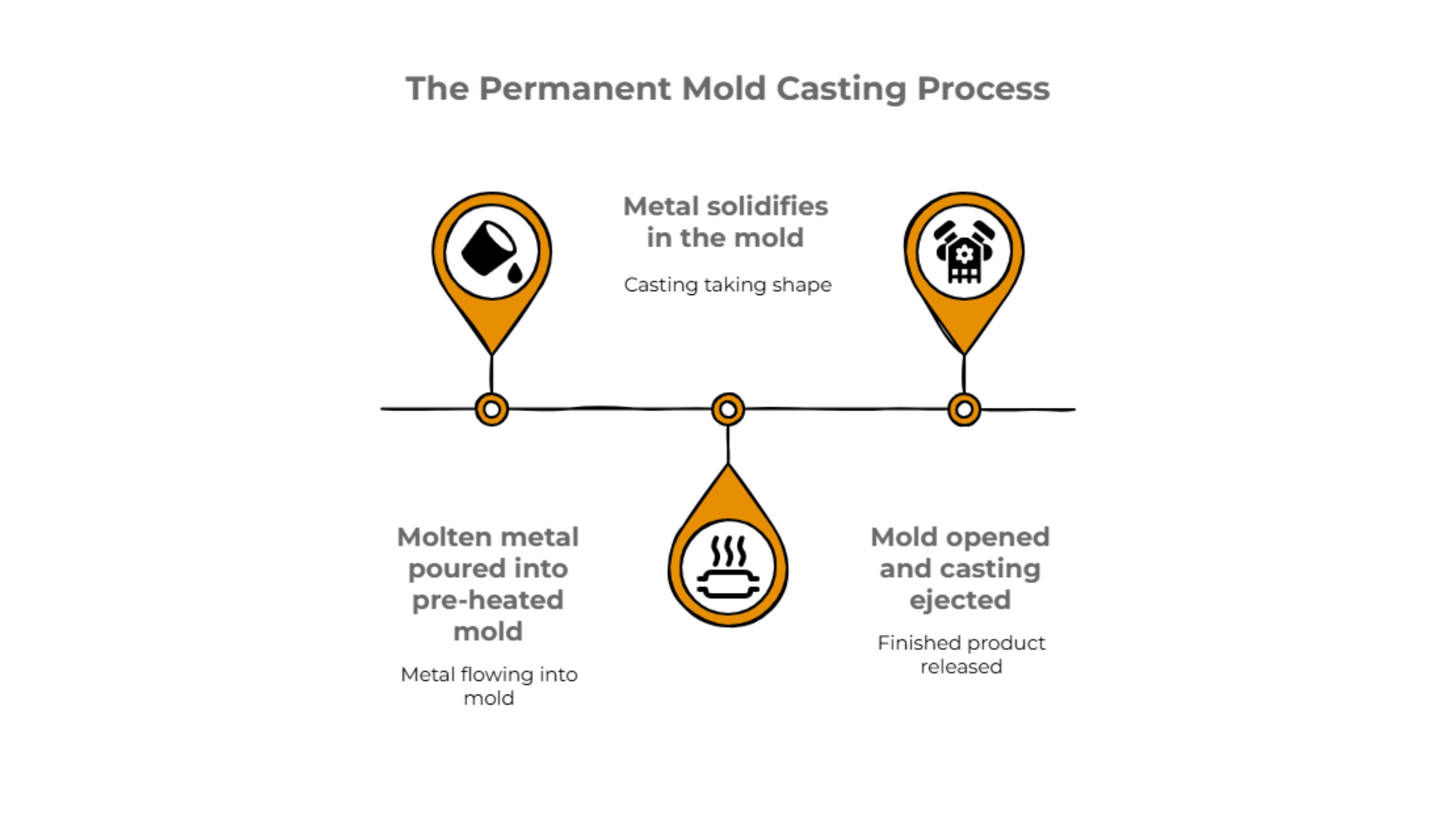
Permanent mold casting is often referred to as gravity die casting. In this process, molten metal is poured under gravity into a pre-heated die. The die is opened, and the casting is ejected once the metal solidifies. To reduce turbulence while pouring the molten metal, large castings sometimes require the mold to be tilted.
Process and Materials
The dies used in this method are typically constructed from cast iron, graphite, or tool steels. Non-ferrous metals are commonly used, such as aluminum, copper, magnesium, lead, tin, and zinc alloys. Carbon steel can also be cast using graphite dies.
A variation known as low-pressure die casting is less popular than gravity die casting but exists; it uses low-pressure air (around 1 bar) to force the molten metal into the die cavity, often employed for producing car wheels.
Economic and Quality Aspects
The permanent mold process is considered an economical and high-quality alternative to pressure die casting. It is typically suitable for medium production volumes, ranging from 500 to 50,000 pieces annually, ensuring efficiency and cost-effectiveness. Production rates generally fall between 5 and 50 castings per hour, dependent on the size of the part. However, the Permanent Mold Process initial tooling costs are usually 1/10th the costs of Pressure Die Casting giving it the advantage in most medium production requirements.
In terms of quality, permanent mold castings offer:
•Good surface detail.
•Surface roughness in the range of 0.8–6.3 µm.
•Mechanical properties that are fair to good.
•Dimensional allowances (tolerances) for dimensions across the parting line typically range from 0.010” to 0.025”.
•Superior surface finishes, dimensional accuracy, and strength-to-weight ratios compared to pressure die casting.
For complex internal shapes that pressure die casting cannot achieve, the semi-permanent mold process utilizes sand cores within the permanent mold. Permanent mold casting also handles a good range of sizes, from ounces up to 100 lbs.
Pressure Die Casting
Pressure die casting is defined by the injection of molten metal into a metallic mold under very high pressures (exceeding 100 bar). Once solidified, the die is opened, and the casting is ejected.
Process Variations and Materials
The tooling for this high-pressure process consists of dies made from hardened and tempered alloy steel. There are two main operational variants:
- Cold-chamber die casting: The shot cylinder is filled with a ladle for each cycle and is used for metals requiring high melting temperatures.
- Hot-chamber die casting: The shot cylinder is immersed in the molten metal, and a separate ram forces the metal into the cavity. This process is used for low-melting temperature metals.
Materials used are limited to non-ferrous metals, primarily zinc, aluminum, magnesium, lead, tin, and copper alloys. Zinc and aluminum alloys are the most popular choices.
Economic and Quality Aspects
Pressure die casting is characterized by its capability for very high production rates, potentially up to 200 parts per hour. It is highly economical for large production volumes, particularly 100,000+ units for aluminum, zinc, and lead alloys. Full automation, often involving robotic machine loading and unloading, is achievable.
In terms of product quality and design:
•Excellent surface finish is achieved.
•Surface roughness typically falls in a tighter range of 0.4–3.2 µm.
•Achievable dimensional tolerances across the parting line can be as tight as ±0.05 to ±0.35 mm.
•Mechanical properties are fair, but generally poorer than those achieved by some other casting methods.
•While shape complexity can be high, it is often limited by the design requirements of movable cores.
•The high pressure aids metal flow, permitting smaller radii. Minimum section thicknesses can be as small as 0.4 mm for zinc alloys.
•Low porosity is characteristic of small castings, but achieving quality in thick or long sections may be challenging due to potential porosity issues.
Summary of Key Differences
| Feature | Permanent Mold Casting (Gravity Die Casting) | Pressure Die Casting |
|---|---|---|
| Filling Method | Uses gravity to pour or tilt molten metal. | Uses very high pressure (100+ bar) to inject molten metal. |
| Typical Volume | Medium volumes (500 to 50,000 pieces). | Very high volumes (100,000+ pieces for popular alloys). |
| Production Rate | 5–50/h, depending on size. | Up to 200/h, very high production rates. |
| Dimensional Accuracy (Tolerance) | Achievable allowance: ±0.25 to ±0.75 mm. | Achievable allowance: ±0.05 to ±0.35 mm. |
| Surface Finish | Good (0.8–6.3 µm). | Excellent (0.4–3.2 µm). |
| Complexity | Complex internal geometries possible using semi-permanent processes (sand cores). | High complexity possible, but limited by movable core design; complex internal features are challenging. |
Comparing these two methods is akin to comparing pouring water into a bottle versus using a high-powered hose to fill it. Gravity casting (permanent mold) is slower and relies on the fluid’s natural flow properties, yielding strong mechanical properties and allowing for complex internal structures via auxiliary cores. Pressure die casting, utilizing extreme force, rapidly fills the mold, allowing for thinner walls and finer surface detail, making it the clear choice for mass production where speed and high surface quality are paramount.
Frequently Asked Questions
What are the main advantages of permanent mold casting over die casting?
At Procast, we highlight several advantages of permanent mold casting:
- It allows for exceptional surface finish and precise dimensional accuracy, which we achieve through our specialized tooling and design processes tailored for aluminum.
- Our commitment to continuous improvement and innovation, including the use of advanced simulation techniques like Solidification Analysis, minimizes the likelihood of defects, resulting in consistently high-quality outputs.
- One of the key differences between permanent mold and die casting is that permanent mold casting typically offers better control over the cooling process, leading to improved mechanical properties in the final product.
How does Procast ensure quality in its casting processes?
Procast guarantees quality through rigorous in-house processes:
- We employ advanced simulation software, including Solidification Analysis, to optimize casting designs minimizing defects.
- Our skilled technicians conduct thorough visual inspections, destructive and non-destructive tests, CMM inspection, and pressure testing at multiple stages of production.
- We implement a comprehensive feedback loop with our clients to continuously improve our processes and product quality.
Can Procast deliver complex geometries using permanent mold casting?
Yes, Procast specializes in producing complex geometries:
- Our skilled technicians utilize cutting-edge CAD software to refine and validate designs for casting efficiency, ensuring precision tailored to client specifications.
- With over 20 years of experience in multiple industries, we leverage permanent mold casting techniques to achieve intricate designs that meet stringent quality standards.
- Our comprehensive approach integrates in-house engineering and production processes, ensuring optimal outcomes for complex projects.
What industries benefit the most from Procast’s aluminum casting services?
Procast serves a wide range of industries, including:
- Motorcycle: We manufacture lightweight components that enhance fuel efficiency, utilizing permanent mold casting techniques tailored to meet specific standards.
- Compressor: Our castings are designed for high-performance Pressure Tight applications, ensuring safety and durability, with specific advantages of permanent mold casting for critical compressor components.
- Electrical: We create intricate parts that meet the demands of modern technology, often leveraging the precision of permanent mold casting for complex designs, ensuring high-quality finishes and dimensional accuracy. Whether it is UL, CSA, ATEX explosion proof grade ratings you require, Procast can deliver!
What is the cost difference between permanent mold casting and die casting at Procast?
The cost difference between permanent mold casting and die casting at Procast is influenced by several factors:
- Permanent mold casting typically requires less than 1/10th the tooling investment compared to Pressure die casting, which can range from $10,000 to $50,000, but can lead to lower per-unit costs for larger production volumes due to our efficient in-house processes.
- Our integrated approach, utilizing advanced simulation techniques and real-time MES systems, allows us to optimize efficiency and minimize overhead, ultimately benefiting our clients.
- We work closely with customers to develop tailored, cost-effective strategies that align with their specific project needs, particularly when considering the key differences between permanent mold and die casting.
How does Procast handle design changes during the casting process?
Procast is flexible when accommodating design changes:
- Our skilled engineering team collaborates closely with clients to implement modifications swiftly.
- Utilizing state-of-the-art CAD and solidification software, we can visualize and simulate design alterations to evaluate their feasibility even prior to producing tooling.
- This proactive approach allows us to integrate changes seamlessly, maintaining our commitment to efficiency and quality.
What materials does Procast use for permanent mold casting?
Procast primarily uses high-quality aluminum alloys, such as A356, 319, 413, and ZA12, known for their superior strength-to-weight ratio and thermal conductivity, which are crucial in both permanent mold. We utilize specialized casting techniques, including our advanced simulation for defect elimination, to optimize these materials’ performance characteristics. Our careful material selection underscores our dedication to producing high-performance solutions tailored to diverse industrial applications, highlighting the key differences between permanent mold and die casting methods.
If you are looking for castings with complex internal geometries, good surface finish, dimensional accuracy, reduced porosity, and exceptional strength-to-weight ratios feel free to reach out to your new manufacturing partner here at ProCast Technologies. Contact us today for your single source, high-quality, on-time casting solution partner.